双面多楔带应用于小麦磨粉机的快慢辊传动是20世纪末欧洲的磨粉机生产公司创造的新技术,它已被数家世界级磨粉机生产公司应用, 也正经受着大型磨粉机快慢辊传动的传统观念束缚,如同齿楔带替代同步带,同步带替代链条传动时期一样。
磨粉机快慢辊传动要具有磨辊在转动中研磨和研磨效果好、 两辊同向对方旋转和定比速差的特定要求。为了实现磨粉机快慢辊转动的特定要求,磨粉机的快慢辊传动曾经使用过链条、齿轮等。链条传动因其噪声大、油污严重已经淘汰 20 多年,在生产小型单边磨粉机的快慢辊传动中因其成本较低至今还在使用;齿轮传动近年趋于淘汰结束阶段。取而代之的是胶带传动,已经成为全球中、大型磨粉机快慢辊传动的单一选项。
胶带应用于中、大型磨粉机快慢辊传动已有 30年的历史,英国西蒙公司的 XK2 型磨粉机的快慢辊传动使用的便是双面同步圆弧齿形带。 经过我国磨粉机制造厂和浙江三星胶带公司不断地发现问题、改进提高和创新设计, 磨粉机快慢辊传动胶带现已发展到第三代---双面多楔带。
1 胶带传动应用于磨粉机快慢辊传动的历史沿革
1.1 双面圆弧齿形带
20 世纪 90 年代初,英国西蒙公司的 XK2 型磨粉机的快慢辊传动开始使用3 条一组的内外两面均是圆弧齿的双面圆弧齿形胶带。
业内人士针对XK2 型磨粉机双面圆弧齿形带在面粉厂使用中磨辊传动胶带存在跑偏和使用时间短的问题,逐步做了增加单条带的带宽、减少组带的条数和增大带齿模数的全面改进。
但是,因双面圆齿形带的带型特性用于磨粉机快慢辊传动存在的跑偏难解决、传动功率小、使用寿命短的缺点,最终与该型磨粉机一并在20 世纪末被淘汰。
1.2 外表面双圆弧齿内表面多楔槽的齿楔带
20 世纪 90 年代末,意大利生产的大型磨粉机开始采用外表面双圆弧齿内表面多楔槽的齿楔带。我国的磨粉机生产厂从1996 年开始在自行设计的磨粉机上使用齿楔带, 至今仍在磨粉机生产厂的磨粉机上装机使用。
齿楔带因其内表面是多楔槽,在磨粉机快慢辊传动中带的楔槽与磨辊齿楔轮的槽楔啮合,限制了齿楔带在齿楔轮轴向串动,不再有跑偏现象发生,解决了双面圆弧齿形带的跑偏问题。
齿楔带在我国大型磨粉机快慢辊传动中的应用过程, 经历了从 3 条带总宽度 126 mm 一组到两条带总宽度160 mm 一组的演进; 经历了带齿模数从引进时的8 mm,到浙江三星胶带有限公司自创模数10 mm、12 mm 的演进,规格型号更加有利于延长齿楔带的使用寿命;齿楔带制作质量的不断提高,也对齿楔带使用寿命的延长起到了决定性作用。 在磨粉机快慢辊研磨过程中遇到难以避免地冲击载荷 (如启动、辊间掉入硬杂物等)、过载载荷(辊间堵粉启动)时,快速强拉慢辊轮而冲击和跳齿,此类现象日积月累,带齿啃坏仍难根绝,缩短齿楔带的使用寿命。
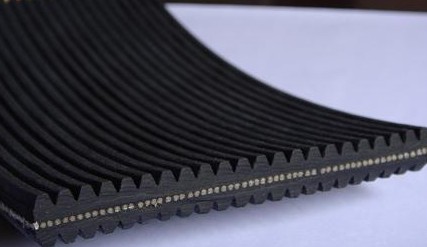
1.3 内外两面均为多楔槽的双面多楔槽带
针对磨粉机磨辊在运转过程中难以杜绝地发生冲击载荷和瞬时过载现象, 针对齿楔带在磨粉机运转过程中易发生打齿、跳齿而损坏的现象,意大利一公司在2000 年开发生产的新型磨粉机上率先采用一条100 mm 带宽的双面多楔带传动一对快慢辊。
我国的苹乐面粉机械集团有限公司于2006年开始采用一条130 mm 带宽的双面多楔带传动 1000 mm、1 250 mm 磨粉机的快慢辊,磨粉机在面粉厂使用已5 年,一心粗和一皮磨粉机的快慢辊双面多楔带状况仍好。双面多楔带得到世界级大公司的应用,是因其本身特点决定的。
2 双面多楔带应用于磨粉机快慢辊传动的优点
2.1 传动功率大
在齿楔带传动磨粉机快慢辊的过程中, 齿楔带的内楔槽与磨粉机的快辊主动轮啮合, 快辊主动轮将动力和运动经自身楔槽与齿楔带的楔槽摩擦传递给齿楔带,齿楔带通过自身外齿与慢辊轮轮齿的啮合传动将动力和运动传递给慢辊轮。 因心磨快辊轮的轮径比慢辊轮的轮径小0.25、 皮磨快辊轮的轮径比慢辊轮的轮径小1.5 倍, 则齿楔带的内楔槽承传的负荷比齿楔带的外齿承传的负荷大0.25 或 1.5倍。而在齿楔带的应用实践中,齿楔带因外齿损坏的数量远大于因内楔槽损坏的数量, 据此齿楔带在面粉厂的使用实践即可表明多楔带的传动功率远大于齿带。
2.2 噪声低
在同转速、同带宽、同速比、同张力、同传动机构的传动噪声,双面多楔带比齿楔带约低 3 d(B)。
2.3 寿命长
在胶带材质、 制作质量相同和负载大小相同的条件下,楔带的使用寿命长于齿带。双面圆弧齿形带和齿楔带在使用过程中损坏,多为圆弧齿面损坏。其原因就是磨粉机在研磨过程中易产生冲击载荷和过载载荷, 双面圆弧齿形带和齿楔带遇有冲击和过载载荷时跳齿; 另外就是双面圆弧齿形带和齿楔带的张紧度不够, 磨粉机在正常研磨负荷下双面圆弧齿形带和齿楔带跳齿。跳齿现象多次重复发生,齿形面损坏,带报废,这就是有齿带在磨粉机快慢辊传动中使用寿命短于无齿带的带形问题。楔带因无带齿,既无因齿损而带坏的常见现象。
双面多楔带在磨粉机快慢辊传动中的使用寿命比双面圆弧齿形带和齿楔带更长。在正确使用的前提下,1 000 mm磨粉机机组中的一皮和一心粗的使用寿命超过5 年,其它工艺位置的轻负荷磨粉机的双面多楔带使用寿命更长。
3 对双面多楔带应用于磨粉机快慢辊传动的几点认识
3.1 完全可以避免双面多楔带与慢辊轮的打滑
胶带传动的弹性滑动是胶带在动力传递过程中的弹性变形和主动带轮与带、 带与从动带轮间的局部相对滑动。 弹性滑动是由于带的拉力差和带的弹性变形引起的, 摩擦型带传动正是通过弹性带的拉力差传递载荷的, 因而弹性滑动是带传动正常工作时固有的特性,不能完全消除。由于存在弹性滑动现象,从动轮圆周速度必然低于主动轮圆周速度,其差值与主动轮圆周速度之比称为滑动率 . 带的滑动率一般为1%~2%, 在磨粉机的快慢辊传动中可不予考虑。
胶带传动的打滑是当带传递的工作载荷超过了带与带轮之间摩擦力的极限值,带与带轮之间发生的相对滑动。胶带传动负荷在设计的传递负荷以内时, 带的弹性滑动并不是发生在带与轮的全部接触弧上。 接触弧可分为有相对滑动的滑动弧和无相对滑动的静弧两部分,两段弧所对应的中心角分别称为滑动角和静角。
在传递动力过程中,静弧总是位于主动轮带动胶带、胶带带动从动轮的开始部分;滑动弧位于胶带离开主、 从动轮的那一部分接触弧上。
当带不传递载荷时,滑动角为零。弹性滑动只发生在带的滑动弧上,随着载荷的增加,滑动角逐渐增大,而静角逐渐减小。当滑动角增大到带轮包角时,达到极限状态,带传动的有效拉力达到最大(临界)值。如果工作载荷继续增大, 则带与带轮间就将发生显著的相对滑动,即产生打滑。
齿楔带的内楔面与磨粉机快辊轮在研磨过程中可以避免发生打滑,已被众多用户认知和接受。既然齿楔带的内楔面与磨粉机快辊轮在研磨过程中不发生打滑,齿楔带的内楔面是楔槽面,双面多楔带的外楔面也是等规格的楔槽面, 而且磨粉机皮磨和心磨的慢辊轮直径都比快辊轮大, 慢辊双楔带轮与双楔带的接触弧长大于齿楔带与皮磨快辊齿楔轮的接触弧长,在不计慢辊轮直径比快辊轮径大所应传递扭矩更大的因素, 也无齿楔带的内楔面与皮磨快辊齿楔轮不打滑、 而双楔带的外楔面与慢辊双楔轮打滑的理论根据。
所以,只要双面多楔带的传递功率大于传递载荷,只要双面多楔带在快慢辊传动中的松紧度调整适当,不会发生外楔面与慢辊轮在研磨过程中打滑的现象,如同所有胶带传动一样,打滑完全可以避免。
近年来,大中型磨粉机的生产厂家几乎一致地将磨粉机快慢辊传动采取三轮系传动,除快慢磨辊轮外的第三轮--即常称的张紧轮具有涨紧胶带的作用,通过变换张紧轮的位置调节磨粉机快慢辊传动胶带的松紧。
磨粉机快慢辊传动胶带的松紧度根据单台磨粉机的负载调整适度,负荷大则紧、负荷小则略松、宁紧勿松,确保带与带轮之间摩擦力的极限值大于带与轮的工作载荷即可。 我国的小麦制粉业是以高产量、大负荷运转著称,在面粉厂的磨粉机机组中,磨粉机的研磨负载大小相差3~4 倍 . 对于1 000 mm 和 1 250 mm 磨粉机而言, 按制粉工艺设备配置给磨粉机选配的电机功率从7.5~22 kW 相差约3 倍, 按磨粉机在面粉厂的负载电流约 10~40 A相差4 倍。区别负载大小,调定每台磨粉机快慢辊传动胶带的松紧度。
面粉厂在使用双楔带传动的磨粉机生产实践中,若偶遇带松有异常声音时,应立即调紧传动带,只要经常检查磨粉机快慢辊双楔带的松紧、 若松即紧,无忧打滑,打滑是传动带松造成的,是可以通过调紧传动带避免的 (胶带传动的结构中均有调节松紧的机构)。
3.2 快慢辊速比差与心磨磨下物的雪花片状
多年来, 我国小麦制粉的心磨磨粉机快慢辊传动速比为1∶1.25. 有人以心磨磨下物呈雪花片状的粉片大小作为评价磨粉机研磨效果的特征,1∶1.15的快慢辊传动速比的心磨磨粉机磨下物的雪花片粉片大, 多于 1∶1.25 速比的心磨磨粉机磨下物的雪花片状。 若心磨磨粉机磨下物的雪花片状粉片大和多是衡量磨粉机研磨效果的特征正确, 则心磨磨粉机快慢辊速比差10%, 已远大于胶带传动的打滑率。
假若心磨磨粉机快慢辊传动带轮直径按1∶1.25设计(此直径设计应已考虑带的打滑率),当慢辊楔轮与双楔带外表面的打滑使快慢辊速比低于1∶1.25高于1∶1.15 则更利于心磨磨粉机磨下物呈雪花片状。
4 双楔带在磨粉机快慢辊传动中的应用前景
磨粉机用双面多楔带已是我国的成熟产品,最早研发生产的是浙江三星胶带有限公司, 他们已为国内外磨粉机生产厂家配套近10 年,意大利和土耳其的磨粉机均采用该公司的双面多楔带。
磨粉机安装的双面多楔带, 已在面粉厂使用5 年多仍然完好并继续使用, 使用寿命长于齿楔带。 双面多楔带替代齿楔带用于磨粉机快慢辊传动在欧洲较多。双面多楔带在粮食制粉的磨粉机上广泛应用, 需要人们对它的深入了解和正确认识, 随着人们对它认识得不断深入,应用将会速度加快、范围扩大。
三维集成是通过在垂直方向上将多个独立的芯片或功能层堆叠在一起的器件系统,能够实现逻辑、存储和传感等功能的垂直集成和协同工作,是后摩尔时代的重要技术路线。目前,商用的三维集成主要是通过封装技术将多芯片或......
ANTOP奖的成立旨在挖掘和记录分析测试行业前进的每一步,自2017年成立至今记录了百余个推动行业发展的优秀产及企业品牌,ANTOP2024优化升级,为在性能突破、技术创新,推进科学仪器智能化、国产替......
在锂电池搭载终端越来越丰富的背景之下,复合集流体将在提升锂电池使用效能方面发挥重要作用。日前,头部厂商PET铜箔(复合铜箔)进入第二轮测试关键期,高温循环测试已突破1500次,这标志着制约复合集流体发......
由佛山仙湖实验室燃料电池技术实验室联合武汉理工大学开发的120kW金属双极板电堆近期完成3000+小时寿命测试和低温冷启动(-30℃)测试。测试结果标志着佛山仙湖实验室120kW电堆耐久与冷启动性能研......
物理、力学性能测试主要针对金属材料的物理特性(如材料的抗拉强度、延伸率、硬度、熔点等),材料的表面特征(如材料中各元素的分布及含量,表面形貌特征以及颗粒大小等),材料的内部结构特征(如材料的晶体结构、......
我国是世界小麦的主要生产地,同时也是小麦加工机械的主要生产国,小麦磨粉机是小麦加工必需的主要设备。随着人们生活水平的提高,对面粉的质量要求也不断提高,原来的小麦磨粉机气动控制系统暴露出不足和缺点,如控......
小麦磨粉机是一种将小麦原料进行碾压,从而加工成面粉的机器,它是面粉厂的一种重要的主机设备。一般情况下,小麦磨粉机的性能被认为是由喂料功能和碾磨功能两个方面组成的。当前,小麦磨粉机的设计和改进工作一般集......
在小麦品质检测中,样品制备作为一项最基本的工作,其设备的性能、工艺流程和操作直接影响了最终的品质评定,因此采用合适的小麦磨粉机制备出能反映小麦固有品质的实验样品,再使用配套的小麦粉专用品质检测仪器设(......
现代工业中,尤其是面粉加工业中,将小麦研磨成粉,是其中重要的一步,现在在面粉加工厂,多是使用小麦磨粉机来完成,那么使用小麦磨粉机将小麦磨成粉......
在现代粮食的生产和加工中,需要进行粮食检测的项目很多。以小麦为例,研究表明小麦磨粉机研磨的样品对小麦粘度的测定和降落值的测定等都会有一定的影......